✔ High Separation Efficiency
The high gravity distillation system significantly enhances mass transfer through intensified gas-liquid contact.
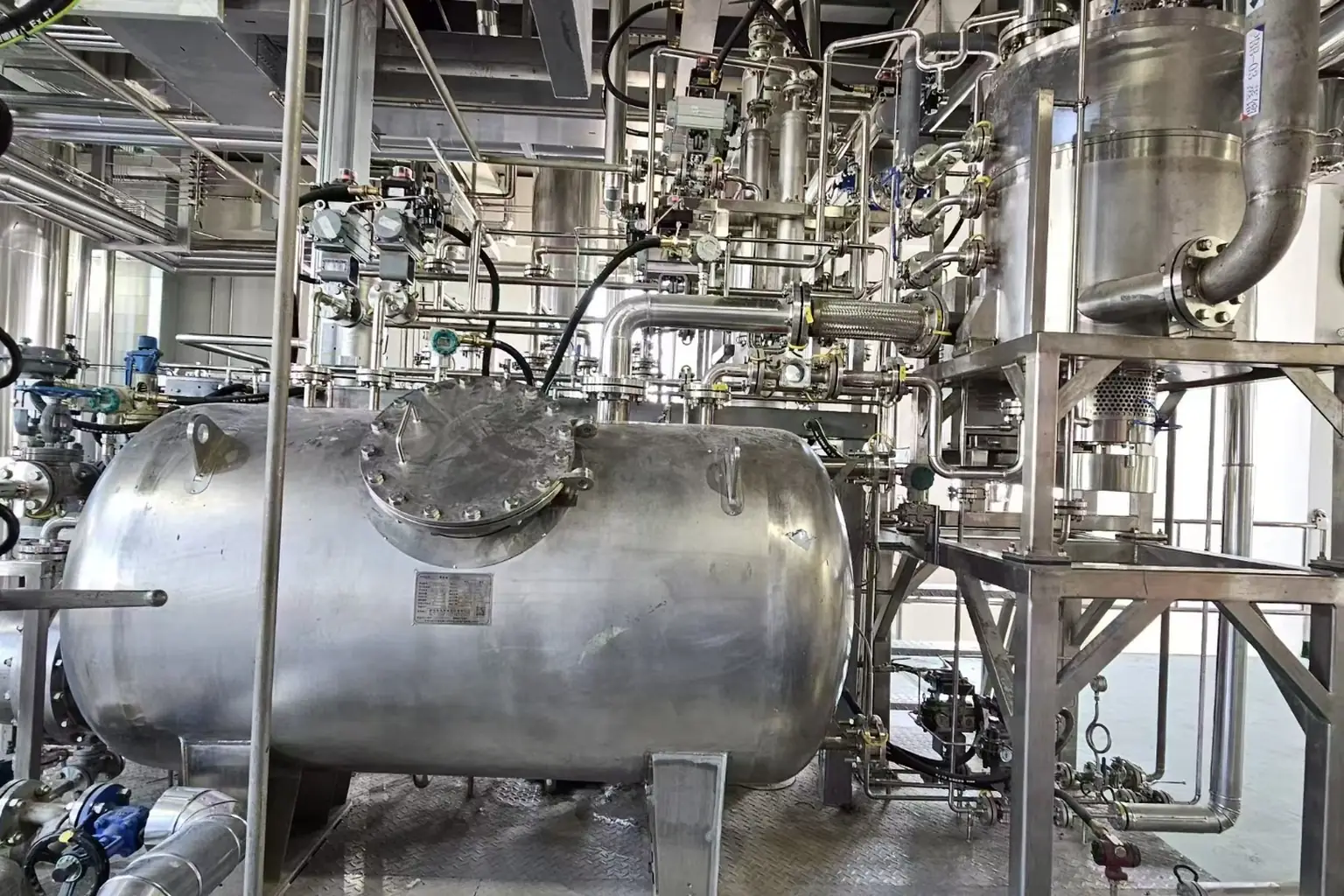
✔ Compact Equipment Design
Compared with traditional distillation columns, HIGEE systems require smaller equipment size while maintaining high efficiency.
✔ Energy Efficient Operation
Improved mass transfer performance reduces energy consumption and improves process efficiency.
✔ Flexible Process Integration
The modular skid-mounted design allows easy integration with existing chemical processing units.
✔ Wide Industrial Applications
Suitable for various separation processes in chemical, pharmaceutical, and food industries.
✔ Reliable and Stable Operation
Advanced control systems ensure precise temperature, pressure, and flow control during the distillation process.